
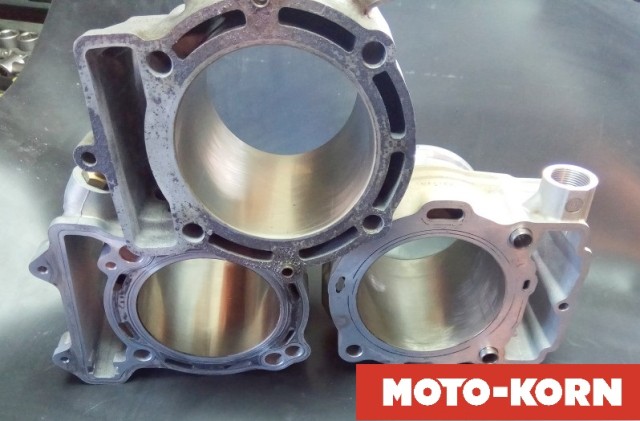
Firma MOTO-KORN oferuje honowanie cylindrów żeliwnych i cylindrów z powłoką Nicasil, do silników dwusuwowych i czterosuwowych.

Honowanie cylindrów – Nicasil
Honowanie to operacja wykańczająca, stanowiąca część procesu obróbki powierzchni cylindra silnika spalinowego.
Operację honowania używanego cylindra realizuje się, aby uzyskać jeden z dwóch celów:
Honowanie nadające strukturę siatki honowniczej powierzchni cylindra
Struktura ta, w postaci przecinających się pod odpowiednim kątem rys o odpowiedniej głębokości, ma za zadanie, utrzymać film olejowy na powierzchni cylindra. Uzyskana struktura gwarantuje zachowanie cienkiej warstwy oleju, rozgraniczającej powierzchnię cylindra od pierścieni i tłoka. Dzięki temu, w procesie eksploatacji, nie dochodzi do tarcia granicznego w tym węźle tarcia ( części, nie ocierają o siebie ), a ich trwałość w porównaniu do powierzchni cylindra bez struktury siatki honowaniczej, jest wielokrotnie większa. Na powierzchni cylindra bez widocznej siatki honowniczej, dochodzi do ściągania oleju przez pierścienie tłokowe z powierzchni cylindra, „który nie ma się za co zaczepić”. Dodatkową zaletą operacji honowania jest usunięcie niewielkiej ilości materiału przywartego do powierzchni cylindra (np. aluminium z tłoka) wynikającego z zatarcia tłoka. Proces honowania nadąjcego strukturę siatki honowniczej nie powiększa w żadnym stopniu średnicy cylindra. Cylinder po takim honowaniu nie wymaga montażu tłoka kolejnej selekcji.
Uwaga: Utworzenie powierzchni o zbyt dużej lub zbyt małej chropowatości i nieodpowiedniej geometrii siatki, zapewni zwiększenie zużycia współpracujących części.
Honowanie korygujące geometrię cylindra (owalizację i stożkowość)
Podczas pracy silnika dochodzi do zużycia powierzchni cylindra. Cylinder zużywa się nierównomiernie. Staje się owalny i stożkowy. Takie zmiany geometrii są niekorzystne dla eksploatacji silnika.
Stożkowy kształt cylindra powoduje przesuwanie się pierścieni w rowkach tłoka. W dolnej (mniej zużytej) części cylindra pierścienie są na pozycji zerowej. W górnej części cylindra, gdzie średnica jest większa, pierścień musi przesunąć się w rowku (rozprężyć), aby skompensować zwiększenie średnicy cylindra. Ciągłe przemieszczanie się pierścieni w rowkach powoduje zużycie rowków pierścieni tłokowych. Następstwem tego jest zwiększone pompowanie oleju do komory spalania i zmniejszenie ciśnienia sprężania, wynikłe ze zbyt dużego luzu pierścieni w rowkach. W przypadku pracy silnika na wysokich prędkościach obrotowych, dochodzi do zjawiska, w którym pierścień nie zdąży się rozprężyć i dopasować do zwiększającej się ku górze średnicy cylindra. W efekcie tego, pomiędzy pierścieniem a cylindrem powstaje szczelina wielkości kilku setnych milimetra, która tworzy nieszczelność układu tłokowego. Prowadzi to do zmniejszenia ciśnienia sprężania i mocy silnika
Owalny kształt cylindra wynikły ze zużycia, powoduje nieszczelność nowo zamontowanych pierścieni tłokowych. Dotarcie pierścieni do owalnego kształtu cylindra jest długotrwałe i często nawet niemożliwe. Aktualnie stosowane pierścienie z powłoką chromu, są bardzo trwałe. W wyniku czego może nie dość do dopasowania pierścieni do owalnego kształtu cylindra, zanim zużyje się sam tłok. Dlatego ważne jest, aby w trakcie montażu owalizacja cylindra była jak najmniejsza. Zagwarantuje to szczelność połączenia pierścieni z cylindrem, minimalne zużycie oleju i nominalną moc silnika dostępną już przy pierwszym uruchomieniu silnika.
Wszelkie błędy kształtu cylindra prowadzą również do przedostawania się paliwa do oleju, co negatywnie wpływa na jego właściwości smarne.